Fasteners
Division
Manufacturing
Total Area
45,740 sq.m
Capacity
18000 MT/PA
Manpower Employed
450 employees
Wire Processing
Wire processing in our state-of-the art facility starts after a very comprehensive and minute inspection of raw materials for chemical composition and forging ability. Depending upon the size and dimension of the fasteners to be manufactured, wire drawing process is carried out to get the required wire size before it goes to the cold forging section.
With 1400 MT capacity, the wire drawing process is performed on high-quality machines while making sure the wires are free from all kinds of surface defects. The in-house pickling and drawing facility enables re-rusting to ensure correct ovality of the coils before forging the components. A phosphate coating of 10 to 12 g /sq. mm is maintained. The zinc phosphate acts as a lubricant during the skin passing in the wire drawing machine, making the wire ready for cold forging.


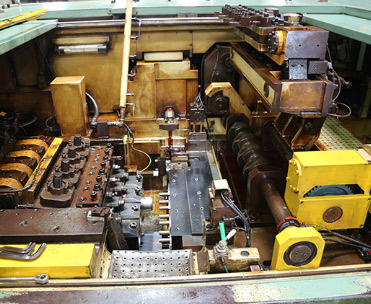
Forging & Rolling
Our forging setup is capable of manufacturing a vast range of standard and special fasteners. With 1500 MT capacity in both Forging and Thread Rolling, the facility houses ultra-modern Multi-station Cold Forging Machines, Flat and Circular Rolling machines. This techno-rich advanced set-up not only capacitates the company to forge blanks of high precision but also reduces secondary operations like pointing and grinding.

Heat Treatment
For Heat Treatment, we have two state-of-the-art continuous PLC controlled and programmable atmosphere controlled hardening and tempering furnaces (San Yung Make Taiwan) with 2 Ton/Hour capacity. These furnaces are calibrated according to AMS 2750D specifications. The fasteners are heat-treated at austenitising temperature of 860°C and quenched in oil to obtain hardness. In the second zone of the furnace, components are tempered to desired hardness, to obtain the necessary tensile strength, impact strength, torque strength, yield strength, fatigue strength and % elongation.

Some additional facilities to undertake the heat treatment process are:
- LPG & methanol Atmospheric base furnace
- Auto control Panel CP1& CP2
- Oxy probe base Controller system
- Carburising & carbonitriding facility

Surface Finishing
The division offers Zinc plating – White, Blue, Yellow, Black, and Green, Zinc phosphating, Zinc Iron, Zinc Cr+ free (Hexavalent & Trivalent) with dedicated sources for Dacro, Magni, Geomet & Nickel Chrome Finish.

The Plating & Surface Coating equipment used are:
- Automatic Zinc Phosphating Line
- Automatic Zinc Plating Line
- Hydrogen De-embrittlement Line
The automatic Zinc plating with PLC controller and all passivation (25 Tons /day) and Zinc phosphating line PLC Controller (14 Tons /day) are capable of plating 1 MT/hr and a coating thickness of 4 micron to 12 micron. Based on the salt spray life requirement and the type of coating preferred by the customer, thickness is maintained. The production lot is checked for salt spray test life regularly and on critical fasteners the coating thickness and variations can be checked using a Fisher scope. Based on the grade of material and requirement, fasteners go through the Hydrogen de-embrittlement process.
Thread locking & Sealing
The patch & sealant helps in uniform development of locking Torque between mating threads.

We offer Fasteners with different types of Thread Locking and Sealing:
- Thread Locking & Sealant
- Patch & Inserts
- Pre-applied Adhesives
- Waxes
- Seal Lock
- Nylon Patch
- Loctite
- Sealant
- Adhesive Precote